

产品详细介绍

近年来随着我国百米桩模具工业的迅猛发展,模具零件的标准化,专业化和商品化工作,已具有较高的水平,取得了长足的进步。自1983年全国模具标准化技术委员会成立以来,组织专家对模具标准进行制定,修订和审查,共发布了90多项标准,其中冲模标准22项,塑料模标准20余项。这些标准的发布,实施,推动了百米桩模具行业的技术进步和发展,
另外本厂提供专门定制不同尺寸型号的模具,产品质量精致,价格实惠,欢迎广大新老客户来厂参观,咨询,
以合理的价格,更高的质量、更快捷方便的运输为你服务.


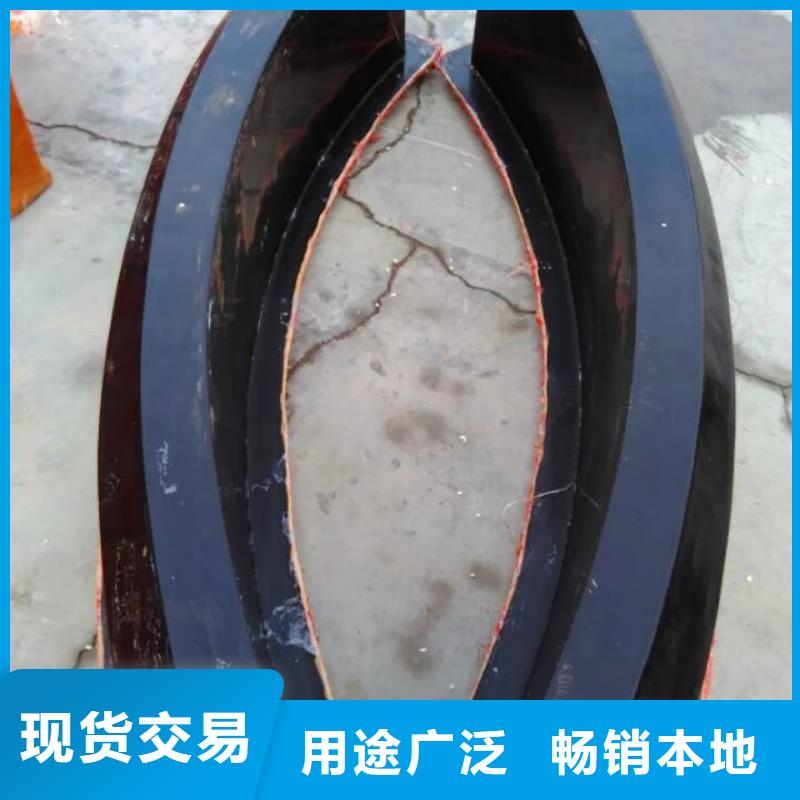
压顶模具
预制围墙:又称预制构件组合围墙,采用新型墙体材料PC、混泥土、珍珠岩、砂子、水泥等工厂化预制生产,按照科学配比并经特殊生产工艺制造而成的一种临时工程围墙。不仅造型美观、绿色环保,而且施工便捷、成本低廉,墙体坚固、并方便再次拆装,已成为粘土砖和混凝土围墙及彩钢围墙的理想代替品,可广泛应用于建筑工地、城市建设、环境美化样式丰富等优点,工业技术改造等各类施工工程领域。欢迎来电洽谈!
预制围墙:主要由预埋件、立柱、底梁、墙板、上梁、柱帽、压顶等预制结构部件按照一定的施工标准组装而成。
产品优点:
① 造价成本低。预制围墙的造价成本比砖砌围墙节省1/3。
② 重复利用。预制围墙可拆卸拼装、重复利用,节省更多成本,降低工程造价。
③ 造型美观。预制围墙设计精巧别致,有仿古式、欧式、卡通式、运动式等造型,特别符合城市市政建设、美化环境的需要,是彩钢围墙和砖砌围墙无法比拟的。
④ 施工期短。预制围墙的施工期只有砖砌围墙的1/3,大大加快了施工建设速度。
⑤ 性高。预制围墙的物理性能优于砖砌围墙,其抗压强度、抗弯极限强度、抗冲击性等各项指标均符合相关标准。
⑥ 绿色环保。用预制围墙代替砖砌围墙,不仅绿化环境,也节约了大量土地资源。
⑦ 不受气候影响。包括冬季在内的任何气候条件下,预制围墙都能正常施工。
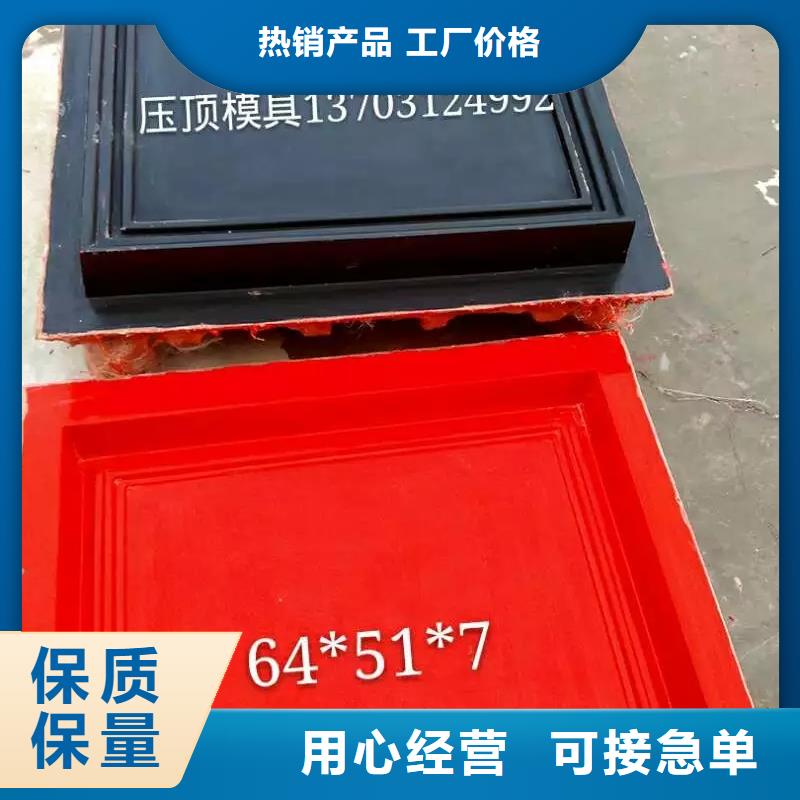
⑧ 量身定制。我公司能根据您的企业标准,量身制定个性化预制围墙。 钜顺模具专业生产各种水泥围墙压顶,目前备有电缆槽压顶塑料模具,油池压顶模具,围墙压顶。钜顺压顶塑料模具1产品坚固耐用,可重复使用200次,使用年限2年,塑料模具采用工程塑料sbs注塑成型,产品内壁光滑,
水泥压顶塑料模具137 0312 4992是新开发的一款塑料模具用于制作水泥压顶,压顶用处很多主要用于电站使用,常用的有清水压顶,油池压顶,电缆槽压顶,电缆沟压顶和围墙压顶等尺寸,水泥压顶采用塑料模具生产是钜顺模具首创的一种工艺,电缆沟压顶尺寸为100*20*20两侧带有圆弧,生产的水泥压顶快表面光滑,外观好,使用次数达到200次以上。 压顶玻璃钢模具是一款新式的水泥制品模具,压顶模具是专业生产各种水泥压顶模具,压顶钢模具尺寸多样用途很多,可用于生产水泥围墙压顶,清水压顶,油池压顶等各种水泥压顶等各种电站压顶的制作,是一款新型的水泥制品模具很多的人都不是很明白这款模具的用途到底是什么那?其实那这样给各位解释一下,应该就不难理解了,在农村每家每户都会建造围墙,建造的形状很多并且高度一般在两米五到两米七八左右,在围墙顶端所使用的一种像帽子一样的东西就可以称之为压顶砖或者是压顶瓦之类的,这款模具多半采用的是压顶塑料模具制作压顶砖,很少使用压顶钢模具制作压顶砖,除非是在遇到紧急施工时一般会采用压顶钢模具进行生产。压顶钢模具具有可拆装的特点,脱模比较方便,省时省力。



钜顺模具制造厂主要经营产品: 广西柳州电缆槽模具等。公司秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量是di yi工作”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登,超越自我”的精神。



采用喷射设备涂敷模具胶衣是模具制造工艺中一个重要环节。适宜的喷射压力对避免多孔和胶衣流挂、胶衣分色等现象有重要影响。
我们目前使用的871喷枪,在喷枪壶里,固化剂通过手动混合,保证了准确的比例,但喷枪喷出的扇形混合物的分布产生一非常细的雾化效果,喷涂的速度比泵送系统慢,其工作时间受到原料凝胶时间的限制。
2、模具胶衣的检验
模具胶衣的贮存期是要求非常严格的指标,依照胶衣供应商的建议是十分重要的,大多数情况下,生产者能够保证胶衣从包装到一特定时间的使用质量。因此,生产者与检查者应经常检验每桶胶衣的生产日期或日期编号,以便确认胶衣是否在有效的使用期内。
⑴ 混合
在使用前用一气动搅拌器彻底搅拌每一桶模具胶衣,并确保桶里所有的材料都得到完全的混合,然后,允许胶衣停留几分钟以恢复到它自身的黏度,再进行使用。
⑵ 温度
核实胶衣的温度在21~28℃范围内,该温度是制模工艺要求的适宜温度。
⑶ 凝胶时间
每桶模具胶衣的凝胶时间、供应商都有明确规定。模具胶衣进厂后,质检部门必须核实凝胶时间,即
A、样品应达到标准的测试温度25℃;
B、加入指定数量的固化剂并混和均匀;
C、记录下从固化到加入到凝胶的时间。


